
联系方式
- 联系人: 樊立升
- 手机:13930727985
- 电话:0317-8315513
- 邮箱:hbtsskzb@tom.com
- 地址: 中国 河北 沧州 泊头市交河工业区
- 邮编:062151
产品列表
详情
铸铁刮研平台安装调试与目测方法
精度铸铁平台的检定规程及技术参数: 1级精度铸铁平台用表面粗糙度比较样块比较检定铸铁平台工作面与侧面的表面粗糙度,用分度值为2‘的角度规进行检定侧面夹角。根据铸铁平台检定规程要求,目力观察和试验外观及表面质量,用检定工具(准确度不低于被检铸铁平台的铸铁平板以涂色法检定刮制铸铁平台的接触点数。 12、安装调试:一般先用用框式水平仪调平,在用光学合像水平仪或电子合像水平仪再进行一次平面度误差测量,如有问题可要求平台生产商来现场铲刮。
精度铸铁平台的检定规程及技术参数:
1级精度铸铁平台用表面粗糙度比较样块比较检定铸铁平台工作面与侧面的表面粗糙度,用分度值为2‘的角度规进行检定侧面夹角。根据铸铁平台检定规程要求,目力观察和试验外观及表面质量,用检定工具(准确度不低于被检铸铁平台的铸铁平板以涂色法检定刮制铸铁平台的接触点数。
经检定符合铸铁平台检定规格要求的铸铁平台,发给检定证书;不符合本规程要求的,发给检定结果通知书,铸铁平台的检定周期根据使用的具体情况确定,一般为一年。根据被检铸铁平台准确度等级,选用检定工具,用对角线法检定铸铁平台工作面的平面度。
1级精度铸铁平板技术参数:
1、自然时效:按国标标准应该是2-3年自然时效,由于此工序时间太长,企业受资金周转影响已不可能等待那么长时间,多以激振器通过振动时效代替。虽然这种工艺的效果尚未明确,但在国际上已普遍使用。
2、硬度:HB170-220;
3、材料:不低于GB/T9439中250级的结构密度合金铸铁,材料外部应用缺陷,内部应无气孔和疏松;
4、承载:检验平台的额定承载≥1000kg;
5、受载变形限变形1μm/200N集中载荷230kg/f;
6、应力消除:制造方应提供检验平台消除应力处理过程报告单;
7、刚度:满足GBT22095-2008中规定;
8、平面度公差:任意250*250mm局部工作面的平面度误差不大于7μm;
9、消磁:在回火窑经过600-700度高温退火时效处理;
10、安装附件:需带相应的可调装置;
11、具体作用:
a角度测量的基准面:利用平板作基准面,配合正弦杆及角度规,可进行角度量测;
b平行度测量的基准面:固定量表座,然後使量表指针接触在待测物表面上方,移动待测物,可检查工件面与平板面的平行度;
c高度测量的基准面:将待测物与量表座同置於平台上,进行高度比较测量後可再将其高度与标准块规相比较;
d划线的基准面:可接工作图的尺寸,进行划线工作。
12、安装调试:一般先用用框式水平仪调平,在用光学合像水平仪或电子合像水平仪再进行一次平面度误差测量,如有问题可要求平台生产商来现场铲刮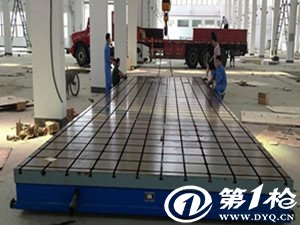




最新资讯
-
 数控桥式龙门加工中心部件为什么采用人工刮研技术人不是采用数控加工
数控桥式龙门加工中心部件为什么采用人工刮研技术人不是采用数控加工数控桥式龙门加工中心,具备铣削、镗削、钻削(钻、扩、铰)、攻螺纹、锪削等多种加工功能,而且,针对客户的不同特点,可选配全闭环光栅尺精密反馈系统、刀具中心冷却功能、ATC机械手式刀库、工件自动测量、刀具自动测量、多种附件铣头、4轴联动加工等功能,可为客户配置性价比优良、满意贴心的产品。该产品技术指标和配置,产品结构和工艺成熟,产品质量稳定.
-
 铸铁刮研平台安装调试与目测方法
铸铁刮研平台安装调试与目测方法精度铸铁平台的检定规程及技术参数: 1级精度铸铁平台用表面粗糙度比较样块比较检定铸铁平台工作面与侧面的表面粗糙度,用分度值为2‘的角度规进行检定侧面夹角。根据铸铁平台检定规程要求,目力观察和试验外观及表面质量,用检定工具(准确度不低于被检铸铁平台的铸铁平板以涂色法检定刮制铸铁平台的接触点数。 12、安装调试:一般先用用框式水平仪调平,在用光学合像水平仪或电子合像水平仪再进行一次平面度误差测量,如有问题可要求平台生产商来现场铲刮。
-
 大理石平台平板的检定规程与安装方法
大理石平台平板的检定规程与安装方法大理石平台在使用过程中需要注意的东西很多,为了保证客户能够合理的使用\理石平台,我们特别总结了以下 几条规范,请客户朋友们学习; 一、目的:为了保证量测的准确性,减少人为误差,确保量测过程的一致性,特 订此规范。 二、 适用范围:本操作规范适用于所有的检验用大理石平台。 三、检验用大连大理石平台校正周期 :一年。 四、参考文件:检验用大理石平台操作说明书 五、检验用大理石平台操作步骤:
